dissatisaction 캐스팅 결과로 우리 워크 플로를 다시 린크하고 원래 가공 방법을 개선하라는 메시지를 표시합니다. 이 논문에서 수행 된 일련의 주조 시험은 특히 특히 큰 혈관이 remaniumstar 합금을 사용하여 캐스팅되었을 때, 개별 크라운의 표면이 부드럽지만, 유전 단위의 대다수가 거칠게되었다는 사실을 나타냈다. 과열 된 합금은 대형 고정 교량을 위해 주조하는 동안 사용할 수 없습니다. 스프루의 디자인과 배치는 전통적인 방법을 채택합니다. 3mm의 직경이있는 스프 루는 크라운에 사용되며, 3.5mm 스프 루는 다리에 사용되며,이 하위-spriue를 연결하기 위해 횡 방향 스프 루로 사용됩니다. ...에 주요 스프 루의 직경은 4mm입니다. 이하, 주조의 부드럽고 균일 한 표면을 얻는 데 사용되는 방법과 단계는 어떤 방법과 단계를 사용하는 방법을 자세히 설명합니다.
preapation 부드러운 주조를위한 테스트
a 전제 조건 표면은 크라운 및 브리지 기술을위한 Remacc와 같은 Fine-grained 임베디드 자료의 사용입니다. 초기 주조 테스트에서는 약 60mm 길이의 치수가있는 두꺼운 왁스로드, 9mm 높이 및 3mm 와이드는 SELECt ed, 이식 된 컷 막대 구조와 유사합니다. 시험의 또 다른 목적은 몰라 영역에 사용되는 것과 같은 수축 공동없이 부피가 큰 고정 된 다리를 주조하는 것입니다.
""
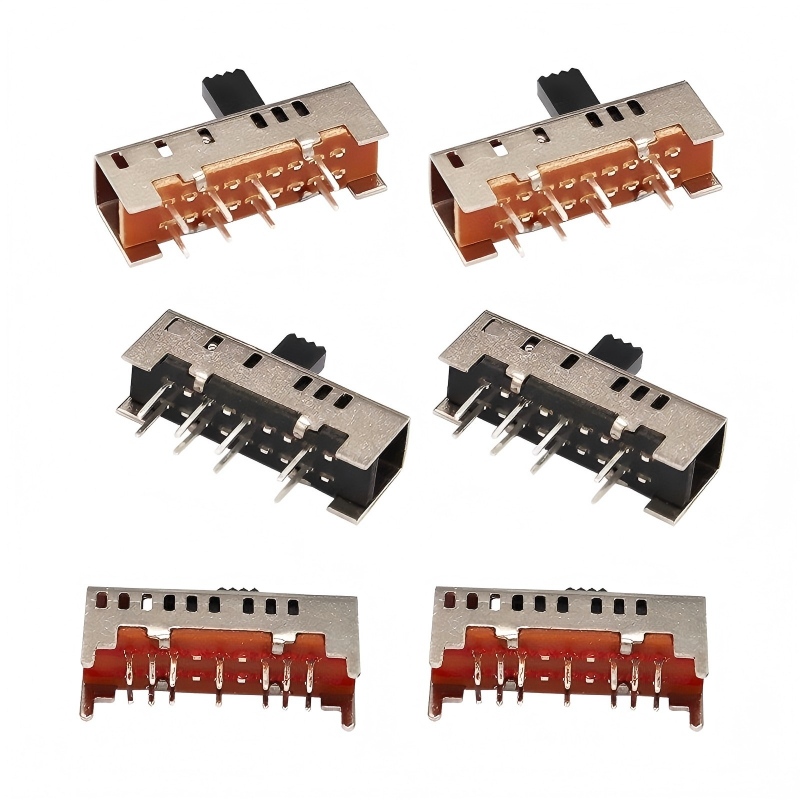
figure 2 : 테스트 된 캐스트 rod 부드러운 표면으로 그리고 800 ° C
rod 부드러운 표면으로 그리고 800 ° C
에서 예열n""
figure 3 : 삽입 된 
""
 test casting
test casting
""
figure 1 첫 번째 주조 테스트를 보여줍니다. 주조의 표면은 미세한 기포로 덮여 있으며, 매립 재료가 매립 공동의 주조 표면에 의한 손상인 손상입니다. 60g의 remaniumstar 합금은 약 140g의 귀금속 합금의 중량에 해당하는 모든 주물에 사용되었다. 주조 공정 중에 다양한 스프 루 디자인 및 배치 방법이 시도되었습니다. 테스트가 시작될 때, 주조의 예열 온도는 950 ℃로 설정되었다. High-Frequency 원심 주조 기계는 주조 공정에서 사용됩니다. 물론 진공 압력 주조기를 사용할 수도 있습니다. 배기 덕트를 직경 1.2mm로 사용하고 마우 푸 푸 퍼의 비교적 낮은 예열 조건 하에서 관찰하면 원심력의 작용하에 미세한 스프 루를 적용하여 합금 용융물이 얼마나 멀리 떨어져있을 수 있습니다. 예열 온도는 각 후속 주조 시험에서 50 ° C까지 연속적으로 감소 하였다. 주조 표면의 부드러움과 수축 공동의 형성에 의해 판단하여 800 ° C의 예열 온도에서 가장 좋은 주조 결과를 제조하는 것이 밝혀졌습니다 (그림 2). 노 온도가 850 ° C로 설정 되더라도, 주조의 표면은 동일한 중량의 합금을 사용하는 조건 하에서 약간 거칠게 나타납니다. 스프 루의 배치는 다리를 주조하는 방법을 채택합니다. 왜이 디자인이 필요한 이유는 나중에 기사에서 더 자세히 설명 될 것입니다. 주조 모델은 직경이 3.5mm 인 4 개의 스프루가 직접 배치되는 왁스 막대의 모양을 사용합니다. 5mm의 횡 방향 스프 루는 금 저장조로서 주조에서 10mm를 놓고 (그림 3).
figure 4 : 골드 저수지의 사용에도 불구하고 중요한 흡입 수축으로 주조 브리지, 950 ° C에서 예열

fig. 5 : 금형의 위치를 변경하고, 금 저장소의 위치를 변경, 흡입 수축 공동의 사라짐, 800 ° C의 예열 온도,

""ntest castingbridge
-figure 4는 다리에서 2.5mm의 거리에서 3.5mm 스프 루에 연결된 5mm 직경의 횡 방향 스프 루의 사용을 보여줍니다. 950 ° C의 예열 온도의 사용에도 불구하고 브리지 표면의 거칠기는 주조 막대의 거칠기가 아니 었습니다. 물론 9g 주조 금속의 양은 테스트 캐스트로드의 양보다 훨씬 적습니다. 바람직하지 않은 점은 금 저장소의 사용에도 불구하고 중요한 흡입 구조가 발생한다는 것입니다. 이전 주조 테스트의 결과에 따르면, 골드 저장 영역 풀로서의 스프 루의 위치는 브리지 본체에서 10mm로 설정되어 주요 스프 루에 연결되었습니다. 주조 후 러너의 크로스
section (그림 5)은 금 저장조의 기능 이이 방법을 사용하여 잘 활용되는 것을 보여줍니다. 예열 온도가 800 ℃로 설정되면 브리지의 표면도 최상의 주조 효과가 생깁니다. 직경 3.5mm의 스프 루는 합금 용융물이 금형에 빠르게 주입 될 수 있는지 확인하기 위해 직접 안내됩니다. 별도의 스프 루가없는 경우 주사 된 용융물이 금형에서 더 큰 난류를 생성하지 않도록 보장 할 수 있습니다.
""
---
캐스팅의 개선 된 표면에 첨가 (그림 6), 예열 온도가 800 ° C로 감소 된 경우에도 주어지는 주조 조건에서는 주조 합금 용융물이 될 수있는 것으로 나타났습니다. 크라운의 가장자리에 충분히 주입되고 날카로운 모서리가 형성됩니다 (그림 7). 둥근 크라운 가장자리의 형성은 합금이 너무 빨리 고형화되었음을 나타냅니다. 그림 8은 13
UNIT 고정 브리지를 캐스팅 할 때 각 브리지 유닛에 스프 루를 배치 할 필요가 없습니다. 3.5mm 스프 루는 인접한 크라운과 브리지 사이에 배치 될 수 있습니다. 이전 테스트의 경험에 따르면, 금 저장소로서의 스프 루도 그에 따라 배치되어야한다 (그림 9). 이 방법은 주조 후의 스프루의 분리를 용이하게하고 분리 및 연삭 중에 크라운의 천공의 위험을 감소시킵니다. 귀금속 합금과 비교하여 코발트
span 긴 고정 다리에서 직선 스프 루를 사용하는 단점이 있습니다. 즉, 왁스 모델은 제거 될 때 수평 스프 루트의 첨가로 안정적이지 않지만, 이것에도 불구하고, 캐스팅의 적합 여전히 매우 정확합니다 (그림 10).

회사 전화 번호: +86 021-5995 8756
이메일: 연락처
휴대 전화: +86 17717022732
웹 사이트: condlycasting.korb2b.com
주소: Building 5, No.2800 Caoxin Highway, Xuxing Town, Jiading District, Shanghai

































 사용자 로그인
사용자 로그인