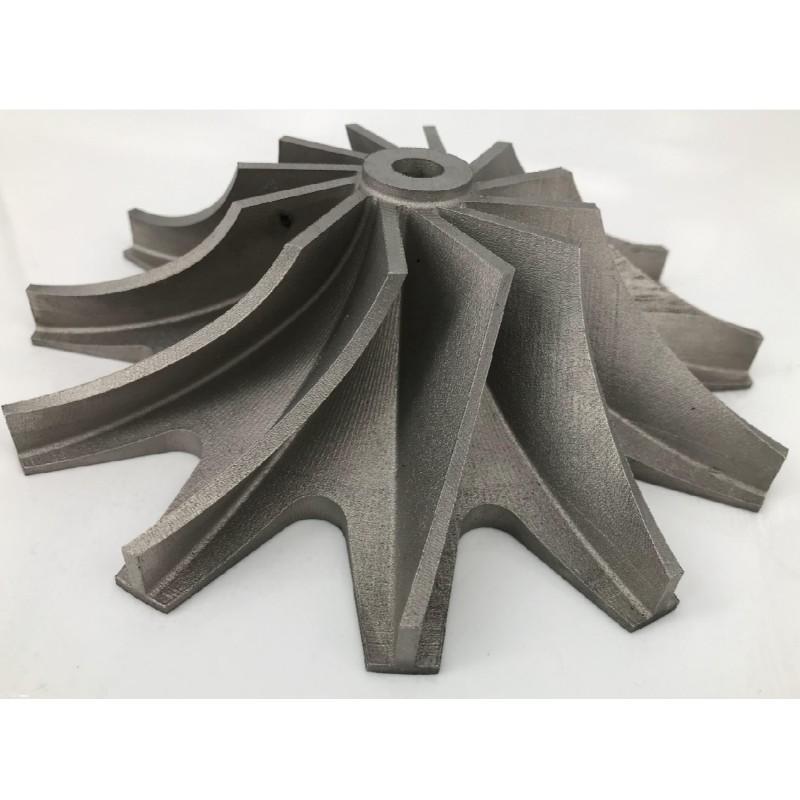
GAS 터빈 블레이드는 고온, 높은 원심력 및 산화와 같은 심각한 조건에 저항해야합니다. 요즘 방향성 응고 (DS) 및 단결정 (SX) 방법은 종래의 주조 방법이 등형 곡물 구조로 인한 불만족이없는 높은-temperature 특성을 갖는 초합금을 생성하기 때문에 블레이드를 주조하는 데 사용됩니다. 전통적으로 주조 된 초합금은 열 피로, 산화 및 크립으로 인해 입자 경계에서 실패했습니다. 그레인 경계는 실패 개시의 장소입니다. 이들의 정렬 또는 제거는 고온에서 크리프 강도와 연성을 향상시킵니다. 터빈 블레이드를 주조하려면 매우 복잡합니다. 단순화 된 금형은 블레이드의 왁스 모델 주위에 세라믹을 붓는 것으로 만들어집니다.
왁스 모델이 제거되고 금형은 용융 금속. 지향성 응고 (DS) 초 초당의 방향성
solidification은 60 년대에 도입되었다. 그레인 경계는 구성 요소의 주요 응력 축과 일치하는 응고 방향과 평행하게 정렬됩니다. 마지막 구조가 나중에 적용된 부하의 방향으로001<방향을 가진 기둥 형 곡물으로 구성됩니다. DS 적용 부하의 방향에 평행 한 낮은 모듈러스>001<배향이있는 DS 터빈 블레이드는 일반적으로 주조 터빈 블레이드에 비해 열 피로 저항을 크게 증가시킵니다.>
s 단일 크리스탈 (Sx) 캐스팅
프로세스는 그림 32에 나와 있습니다. 단결정 주조는 예열 된 세라믹 금형에서 진공에서 실행됩니다.
figure 32 단결정 처리.

because 몰드의 응고, 모든 곡물의 성장을 억제 할 수 있으므로 입경이 제거 될 수 있습니다. 몰드는 바닥에서 응고됩니다. 응고의 시작 부분에서 곡물은 열 구배에 수직 인 원주 형 구조를 갖는다. 나선형 채널에 도달하면 모든 기둥 형 곡물이 성장하는 것을 방지합니다. 나선의 끝에서 단결정이 생성됩니다. 단결정 초합금은 붕소와 지르코늄과 같은 입계 강화 용질의 결함 때문에 DS 초합금보다 더 나은 높은
temperature 특성을 더 잘 소유하고 있습니다. 이 요소들 중 누락은 초합금의 초기 용융 온도를 증가시켜 고temperature 특성이 향상된다.--
합금은 열처리 될 수 있습니다. 1240-1330 ° C의 범위의 온도가 높을수록 HEET
TREATMENT 온도는 노화 된 치료 후 모든 G '및 미세한 맨 침전물의 용해됩니다.
\\ 엔

회사 전화 번호: +86 021-5995 8756
이메일: 연락처
휴대 전화: +86 17717022732
웹 사이트: condlycasting.korb2b.com
주소: Building 5, No.2800 Caoxin Highway, Xuxing Town, Jiading District, Shanghai

































 사용자 로그인
사용자 로그인